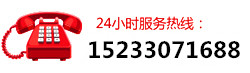
鑄件的冷卻
鑄件在砂型內的冷卻時(shí)間與鑄件的材質(zhì)�����,重量��,壁厚和結構的因素有關(guān)���。
1鑄鐵件在型內的冷卻時(shí)間����,在砂型的冷卻時(shí)間是根據開(kāi)箱時(shí)鑄件的溫度來(lái)確定�,可參考下列數據����;一般鑄件為300~500℃���;易產(chǎn)生冷裂與變形的鑄件為200~300℃�;易產(chǎn)生熱裂的鑄件為800~900℃�����,開(kāi)箱后立即出去冒口及清沙��,在放入熱坑中緩冷或進(jìn)爐熱處理��?���!镜乜釉煨蜁r(shí)�,鑄件冷卻時(shí)間需增加30%】
2鑄件在生產(chǎn)線(xiàn)上常采用通風(fēng)強制風(fēng)冷��,冷卻時(shí)間較短�。